 This is an excerpt from the book "Five Minute Lean", by David McLachlan - a wonderful book that blends teaching of the tools, culture and philosophy of traditional Lean with a modern-day Lean parable.
This is an excerpt from the book "Five Minute Lean", by David McLachlan - a wonderful book that blends teaching of the tools, culture and philosophy of traditional Lean with a modern-day Lean parable. You can get the whole book on Amazon here and enjoy your own copy.
Create a New Standard Procedure and Checklist for Quality Control
And now finally we come to the point of it all! A standard, repeatable process that anyone can learn, teach to others, and quality check.
You will find that most businesses, even ones you have worked for, do not have clearly written, standard, repeatable processes for the work that they do. This means that the work is often “hidden”, finishing very differently from person to person and relying on large amounts of expensive training, experience or even highly paid experts. Therefore, by simply articulating a standard process (making it visible) first, and then using the knowledge in this book to improve it, you can see some incredible rewards.
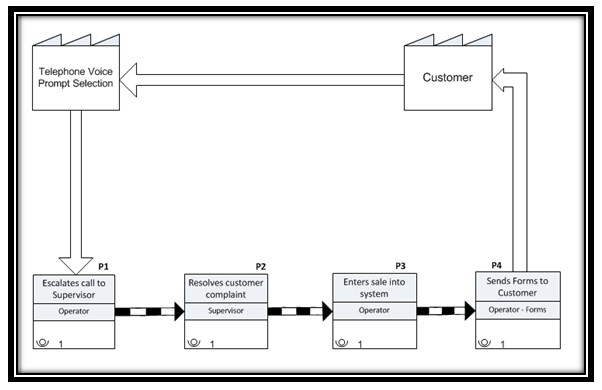
Taking our future state process and ensuring we have tested it well, we can now create a new Standard Operating Procedure (SOP) for people to carry out the same way every time, or use as a new baseline for future improvements.
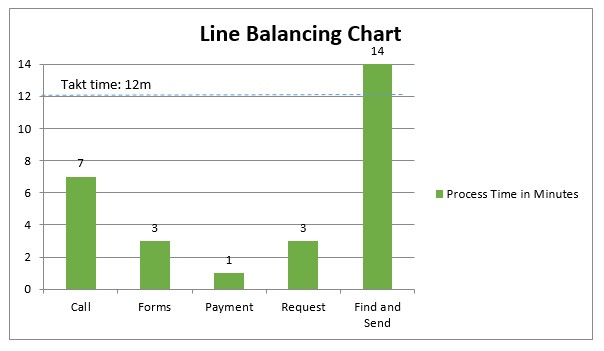
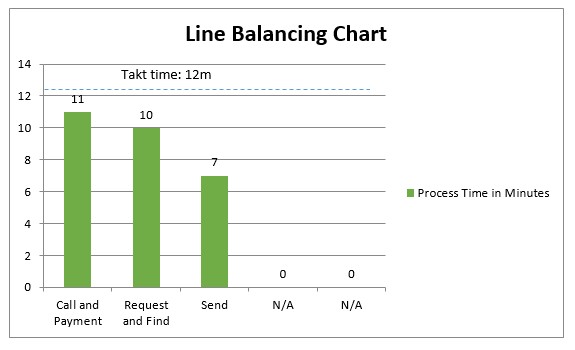
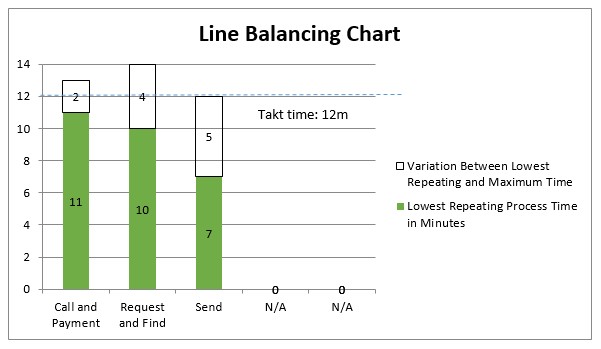
The most common inclusions are a set of main tasks, and then sub tasks – simple step by step instructions from the beginning to the end of the process. A good process checklist will also include the takt time, or the rate required as per customer demand, the lowest repeatable cycle time (2.5), and relevant pictures, safety and risk notes.
When team-mates are using the same checklist as the person who is measuring their KPIs (Key Performance Indicators), then everyone is on the same page and their job is made that much better, easier and enjoyable. There is nothing worse than trying to do a good job while being judged or monitored on different rules (or rules that are always changing or are not clearly defined). This step truly has the power to fix these inconsistencies in an organisation.
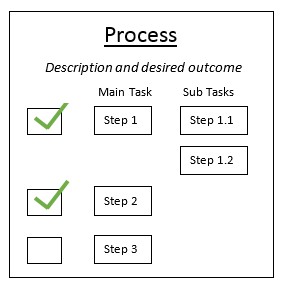
Figure 30: A checklist for your standard procedure doesn’t have to be complicated. Keep it simple so anyone can create and follow it. Many people separate their SOPs into a handful of main tasks, and then sub tasks next to each related main task.
It’s a good idea to keep your standard checklists in a central location where everybody has access to them, in addition to making them visible at the workstation and rolling them out to the people performing the process, the people training the process and the people monitoring the process.
This is an excerpt from the book "Five Minute Lean", by David McLachlan - a wonderful book that blends teaching of the tools, culture and philosophy of traditional Lean with a modern-day Lean parable. You can get the whole book on Amazon here and enjoy your own copy.
Selected chapters from the story within Five minute Lean:
- Lean Parable – Where Lisa Makes a Change
- Lean Parable – Where Lisa Discovers a New Way
- Lean Parable – Where Lisa Performs a Balancing Act
- Lean Parable – Where Lisa Pulls the Trigger
- Lean Parable – Where Lisa Sets a New Standard
- Lean Parable – Where Lisa Becomes a Leader
Check out these selected chapters from the teachings within Five Minute Lean:
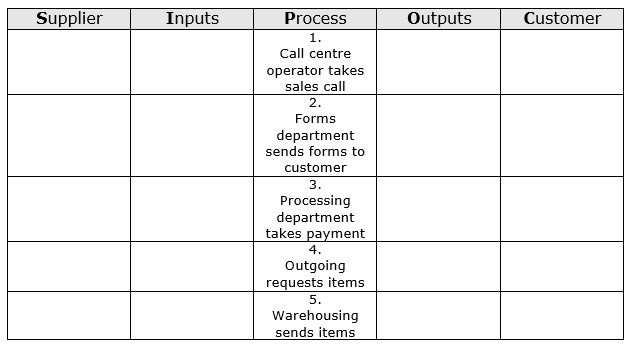
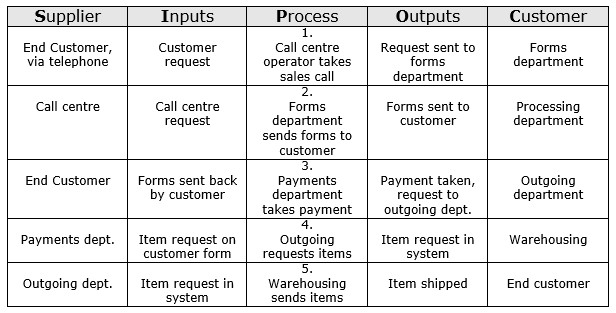
- Five Minute Lean – Get Your Map Started with a SIPOC
- Five Minute Lean – Implement With Agile for Fast Iterations and Feedback
- Five Minute Lean – Value is Determined by the Customer
- Five Minute Lean – Eliminate the Eight Wastes to Improve Flow
- Five Minute Lean – Use Pareto to Find Where to Start
- Five Minute Lean – Map the Value Stream to Reveal Opportunities
- Five Minute Lean – Gather Direct Feedback and Indirect Feedback
- Five Minute Lean – Collect and Measure Feedback With the Net Promoter Score
- Five Minute Lean – Work Towards One-Piece-Flow (and Reducing Silos or Batching)
- Five Minute Lean – Go to the Gemba
- Five Minute Lean – Make Feedback Meaningful with Kano Analysis
- Five Minute Lean – Create a Pull System with FIFO, Kanban Triggers and Visual Management
- Five Minute Lean: Glossary
- Five Minute Lean – Heijunka: Level the Workload when Demand Fluctuates
- Five Minute Lean Summary
- Five Minute Lean – Present and Manage Your Change Using an A3 and LCA
- The Five Minute Catch-up
- Five Minute Lean – Introduction
- Five Minute Lean – Organise Your Process with Five S
- Five Minute Lean – Create a New Standard Procedure and Checklist for Quality Control