 This is an excerpt from the book "Five Minute Lean", by David McLachlan - a wonderful book that blends teaching of the tools, culture and philosophy of traditional Lean with a modern-day Lean parable.
This is an excerpt from the book "Five Minute Lean", by David McLachlan - a wonderful book that blends teaching of the tools, culture and philosophy of traditional Lean with a modern-day Lean parable. You can get the whole book on Amazon here and enjoy your own copy.
Present and Manage Your Change Using an A3 and LCA
Remember Visual Management (4.1)? As well as being something we can use in a process (like Jidoka so we can see if a process is broken, a Kanban to trigger work or even organising with 5S) we can use Visual Management for our project and metrics. It all comes back to the question: “What information would be really useful to see at glance?”
Using an A3
An A3 is a “one-pager” that shows us the details of the Lean implementation quickly and simply – usually following the Seven Step Problem Solving process and with the following information:
- The team and timeline (including stakeholders and facilitator)
- Defining the problem
- Analysis of the current situation
- Root causes and proposed solutions
- The action plan
- Measuring the results against the baseline
- The new standard procedure
Another way to put it is in the form of the most recognised Lean cycle – Plan, Do, Check, Act (and Adjust), as you can see in the example below. A good reason to start filling out your A3 straight away, is because the first step is “Define the problem” (3.3). Many people try to solve things without really knowing what the problem is – filling out an A3 first helps avoid this. You can then include things like your Value Stream Maps, any data collected, and root causes and countermeasures in your A3 as you progress.

Figure 26: An example of an “A3”, where you can see the details of your project at a glance, all on one page. An A3 template is included at the end of this book.
Another reason to start an A3 as soon as you begin, is that it helps you take your team-mates on the journey with you, and build their problem solving skills as well. They can see the steps outlined clearly in advance, and the techniques the team has used along the way.
Lisa would use an A3 to showcase the details of her change to others (like Michael Pilbury), and help take her team on the journey as they progress, passing on the tools and methods.
Using an Action Register
It is essential in any company to put the details of who will action each item during the implementation. This is where an Action Register can come in handy, detailing changes, timeframes and who is responsible for getting them done. We should also include a “measure” of the item – with the existing data and the target data after the change is complete.

Figure 27: An example of an action register. It is wise to assign action items, give them a due date, and make them measurable (Figure 28).

Figure 28: An example of a measures table that can be included with any actionable items, or in your “A3”.
Giving team-mates responsibility for action items will help bring them on board for the change, and including a due date for completion will help keep everyone accountable.
Using a Layered Check Act (LCA) Board
A Layered Check Act board, on the other hand, is designed to display how a process is running. It will usually be at least one to two meters in length, and it shows the metrics of a current process measured against the proposed targets. This is great for seeing whether or not you are on the right track in your work. If the metrics are not meeting the proposed targets, then countermeasures are added, using Lean tools and methods, to assist in bringing them into line. For this reason, and as we come full circle, it is often a good idea to use an LCA board at the beginning of a Lean transformation, so you can see how you are tracking.
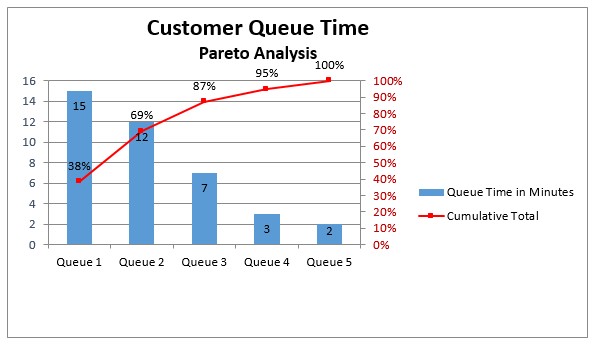
What metrics should we put on our LCA board? Ones that relate to our customer, such as Quality, Delivery or Cost, as described in (1.2). First Pass Yield, or Pareto charts on defect types are important metrics that relate to Quality. Lead time, Cycle times and Takt time relate to Delivery, and everything ultimately comes back to Cost.
There may also be internal things specific to your company that management wants to measure, such as having a standard process clearly visible for each step or station placed on your board. Remember, what you measure, tends to improve (5.5).
This is an excerpt from the book "Five Minute Lean", by David McLachlan - a wonderful book that blends teaching of the tools, culture and philosophy of traditional Lean with a modern-day Lean parable. You can get the whole book on Amazon here and enjoy your own copy.
Selected chapters from the story within Five minute Lean:
- Lean Parable – Where Lisa Makes a Change
- Lean Parable – Where Lisa Discovers a New Way
- Lean Parable – Where Lisa Performs a Balancing Act
- Lean Parable – Where Lisa Pulls the Trigger
- Lean Parable – Where Lisa Sets a New Standard
- Lean Parable – Where Lisa Becomes a Leader
Check out these selected chapters from the teachings within Five Minute Lean:
- The Five Minute Catch-up
- Five Minute Lean – Heijunka: Level the Workload when Demand Fluctuates
- Five Minute Lean – Present and Manage Your Change Using an A3 and LCA
- Five Minute Lean – Gather Direct Feedback and Indirect Feedback
- Five Minute Lean – Eliminate the Eight Wastes to Improve Flow
- Five Minute Lean – The Power of Incentives – What is Measured and Rewarded Improves
- Five Minute Lean – Map the Value Stream to Reveal Opportunities
- Five Minute Lean – Use Feedback to Fix and Guarantee
- Five Minute Lean – Solve the Real Cause of the Problem
- Five Minute Lean – Make Feedback Meaningful with Kano Analysis
- Five Minute Lean – Help Your Process Flow with Line Balancing
- Five Minute Lean: Glossary
- Five Minute Lean – Use Pareto to Find Where to Start
- Five Minute Lean – Create a Future State Value Stream Map
- Five Minute Lean – Get Your Map Started with a SIPOC
- Five Minute Lean – Value is Determined by the Customer
- Five Minute Lean – Add Important Data to Your Map
- Five Minute Lean Summary
- Five Minute Lean – Use Kaizen and Kaizen Events to Help Stakeholder Buy-In
- Five Minute Lean – Collect and Measure Feedback With the Net Promoter Score